
Beşa Yekem
Nasandina Hilberê
Têgîna sêwirana kevneşopî û teknîka çêkirinê dişikîne, di heman demê de taybetmendiyên qumaşên qutkirî yên dorhêl ên sûkê jî bi hev re dike, me makîneya xweya kincê ya dorhêl bi serbixwe pêşve xist.
Serlêdan:
Betaniyek, xalîçe, fêkiya koral, pîvaz, qumaşê çamê, kaşmerê tawus, fêkiya PV, kaşmirê kaş û her cûre materyalê kincan.
Daneyên teknîkî:
Model: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Diameter Cylinder: 30-38inch
Needle Gauge: 14G-32G
Feeder: 12F-32F
RPM: 1-23r/min
Hêz: 4kw, 5.5kw
Bilindahiya pile: 4-25, 25-50mm
Beşa Duyem
Daxistin Û Sazkirin
Rakirina çarçoveya sereke
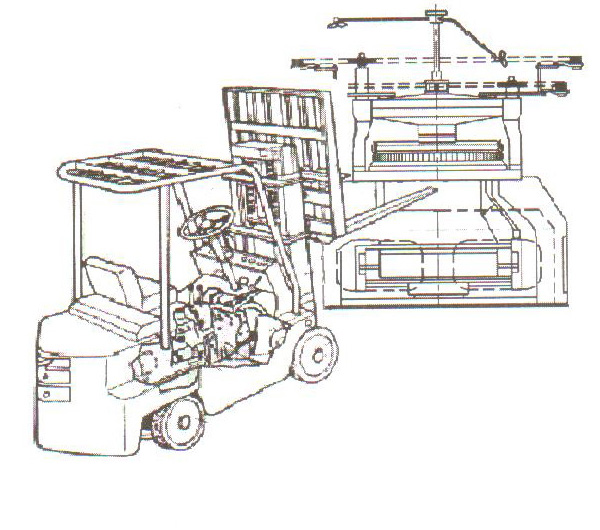
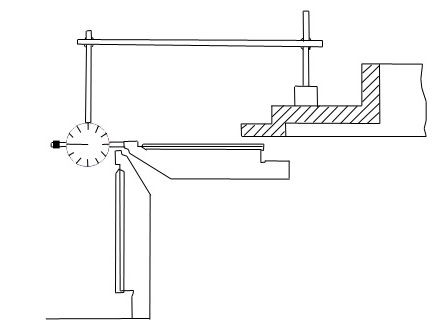
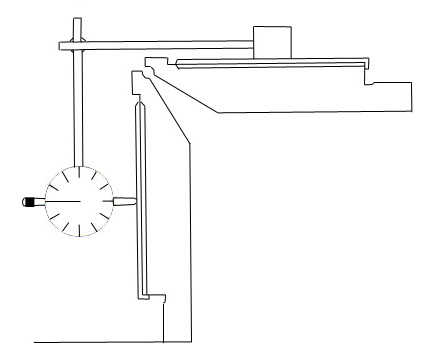
Zêdetirî 5 ton forklift bikar bînin da ku çarçoveyê dakêşin, rêbaza ku di jimar 1-1 de tê xuyang kirin, pl bixwînintalîmatên jêrîn:
1.Berî dakêşandinê, pergala veguheztinê bi desta xwe bihejînin da ku guheztina cilê bi lingê sereke re paralel be (bi gelemperî, makîneyên berî radestkirinê di vê rewşê de bûne).
2. Destê forkliftê hêdî hêdî di navbera her du cot lingan de bar bikin, û ji binî ve ji binî ve rakin (baldarî: hin blokên dar di navbera dest û makîneyê de bixin, da ku ji zirara makînê di dema barkirinê de xisar nebin)
3. Di dema dakêşanê de, makîneyê bi qasî 30-50 cm li ser erdê bihêlin, destûr nedin ku li ser riya gemarî bimeşe, destûr neyê dayîn ku ji nişka ve raweste an tevbigere, û bi baldarî ronî û xwar bike.
4. Ger makîneyê teslîmî kargeha xerîdar nekir, ji kerema xwe pê ewle bin ku hûn li cîhek zuwa û paqij bixin, da ku bandorê li dar û korozyonê neke, ji karanîna normal ya makîneyê dûr bixe.
Helwest û sazkirina makîneyê:
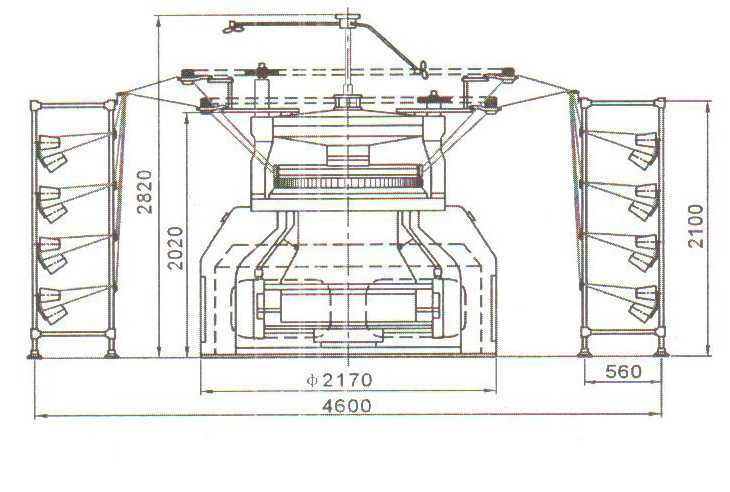
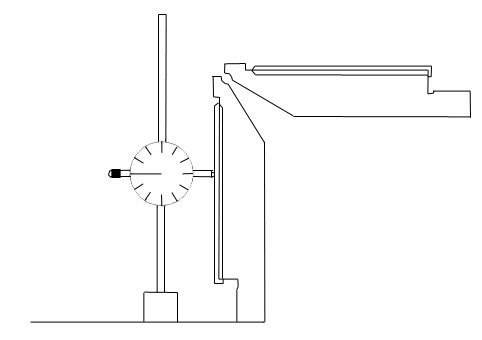
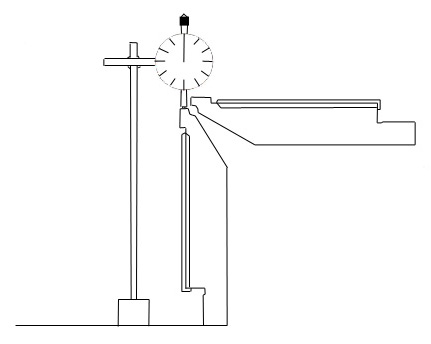
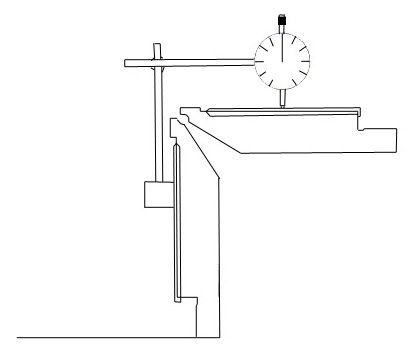
1. Berî ku pozîsyonê rast bikin, pozîsyona çarçove û kereyê bipîvin da ku pozîsyona sazkirinê piştrast bikin, li gorî mezinahiya di jimar 1-2 de
2.Piştî ku pozîsyonê rast kirin, gradienter bikar bînin da ku bi baldarî rûbera makîneyê hevûdu bikin (dikarin pêça lingê lingên sereke û cîgir rast bikin, da ku xeletiya paşîn ji 5 mm zêdetir nebe misoger bike)
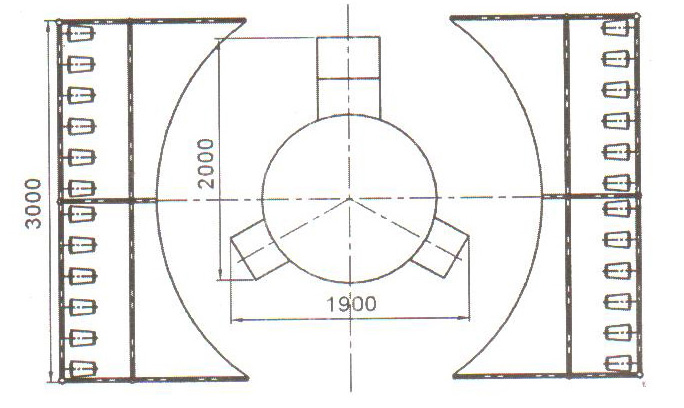
Cih û tevliheviya creel
1. Li gorî mezinahiya jimareya 1-2, pozîsyona kreelê piştrast bikin.
2.Stûna cylindrical û ew veguhêz girêdin, û çarçoweya kereyê saz bikin
3.Çar çîpên alûmînyûmê yên stûrtir li pişta kereyê saz bikin (ji bo sazkirina rêça lûleya yarn), û çar yên din ên ziravtir divê berî kereyê werin saz kirin (ji bo sazkirina amûra çapkirinê)
4.Divê bilindahiya tîrêjên aluminiumê yên ku rijandin ji aluminiumê pêsker bilindtir be, ji ber vê yekê dema ku çîtikan bike, dê xwarina yarn xweş be, dê bi hêsanî neşkê.
5. Amûra pêskerê li ser xetên aluminiumê yên pêşîn saz bikin, rêça lûleya tîrêjê ya creel li paş tîrêjên aluminiumê saz bikin.Dûrahiya yekreng bigirin da ku ji xwarina darê dûr nekevin.
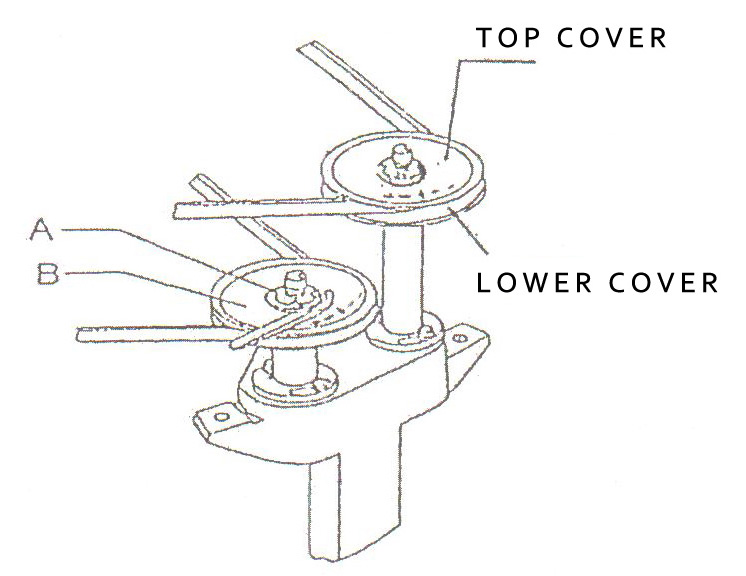
Kombînasyona şandina yarn
1.Veguherîn û stûnên çewlika xwarina yarn saz bikin û sererast bikin
2. Çarçoveya dorpêçê ya jorîn, cîhaza hilanînê ya jor û têlên dabînkirina hêzê ya cîhaza rawestandina otomatîk saz bikin.
3. Çarçoveya dorpêçê ya jêrîn, cîhaza hilanînê ya xwarê û têlên dabînkirina hêzê ya cîhaza rawestandina otomatîk saz bikin.
4.Sazkirina kembera veguheztina jor û jêr.
5.Saz bikin berhevkarê tozê jor û jêr, bala xwe bidin pozîsyona fanosê eyar bikin.
6.Eyar plakaya aluminium yarn
7.Hêza amûra rawestandina otomatîkî ve girêdin.
Beşa sêyem
Standarda Teknîkî Û Rêzkirina Seretayî
Hemî makîneya me beriya radestkirinê di nav derzîlêdanê, sererastkirin û xebata Komîseriyê de ye (divê hemî makîne ji 48 demjimêran zêdetir bixebite)
Standardên teknîkî
1.Self planeness ji dial derziyê up
Standard≤0.05cm
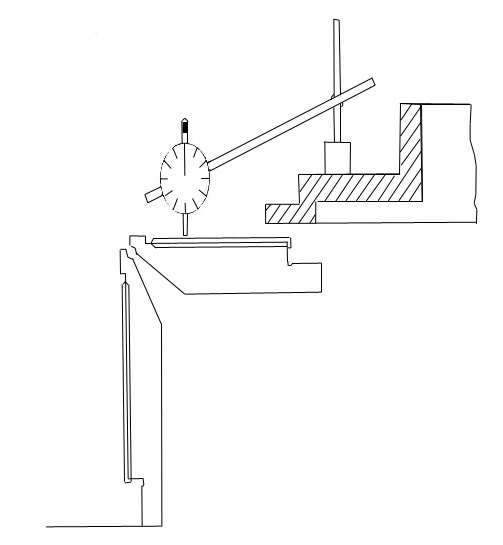
2.Self gewrbûna derziyê jor
Standard≤0.05cm
3.Self dorberiya derziyê xwarê
Standard≤0.05cm
4.Self planeness ji derziyê xwarê drum
Standard≤0.05cm
5.Eyni planebûna dialê derziyê un û tembûrê derziyê xwarê
Standard≤0.05cm
6.Same roundness dial derziyê up û xwarê derziyê drum
Standard≤0.05cm
7.Cihê di navbera camên up û derziyê de
0,15mm-0,25mm
8.Space di navbera camên xwarê û derziyê de
0,15mm-0,25m
verastkirina seretayî
Bi gelemperî, makîneya me berî radestkirinê bi derzîlêdana hişk derbas dibe, lê ji bo ku hûn bihêlin hûn makîneyê bêtir ewlehiyê bikar bînin, berî karanîna kontrol bikin û sererast bikin.
1.Dîra motorê kontrol bikin
Hêzê girêdin, û rêça ajotinê ya motorê kontrol bikin, ger rêgez bi etîketa li ser motorê re cûda be, tavilê têlên motorê biguhezînin (du ji sê qonaxên termînala motorê biguherînin).
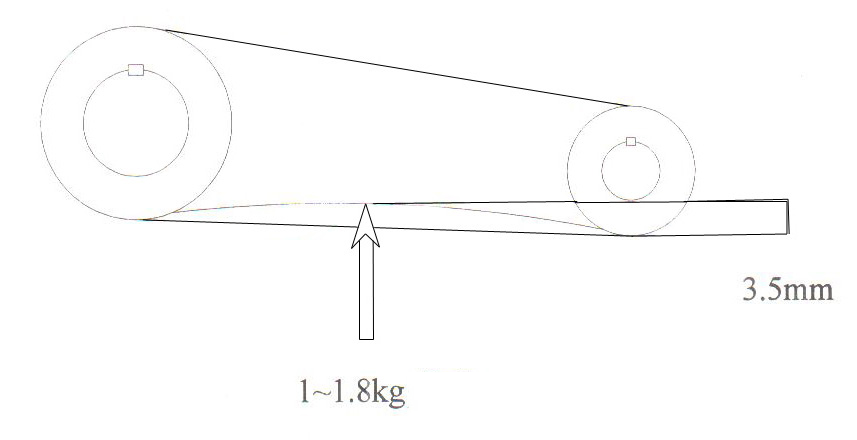
2.Check û eyarkirina belt drive motor
Berî xebatê, tansiyona kembera ajotina motorê kontrol bikin.Hêza 1-1.8kg li nîvê kemberê bistînin, deformasyona xêzikî ya kemberê ji 3.5 mm kêmtir bikin, wê rast bikin heya ku hewcedariyê pêk bîne.Rêbazê eyar bikin: Pîra qefilandina bingeha motorê vekin, kapa hevrîşimê ya verastkirina tansiyona motorê rast bikin, heya ku tansiyon hewcedariyê pêk bîne, û pêçek hişk bike.
Hişyarî: di sê rojên pêşîn de, careke din kontrol bikin, û paşê her sê mehan kontrol bikin.
3.Blowing eyarkirina sîstema
Pêdivî ye ku fanosê pergala lêdanê bi taybetî were sererast kirin, heya ku fan di cîhê çêtirîn de cîh bigire.Ji ber vê yekê dema ku hêz pêve be, fanek dikare her quncikek xwarina yarnê bişewitîne.
4.Eyarkirina pergala veguhestina yarn
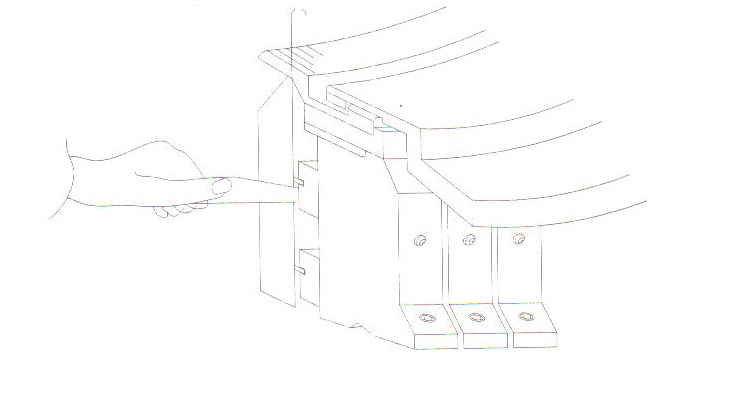
(1) Veguheztina mîkro ya plakaya aluminiumê ya ku yarn dide.
Pîvana pêlava aluminiumê ya xwarina yarnê biguhezînin, rêjeya veguheztinê dê were guheztin, û mîqdara xwarina yarnê dê were guheztin.Rêbaz li jêr in:
① Pêşîn, kulmek bikar bînin da ku gwîza dor A ya li jora plakaya aluminiumê ya ku rijand vedişêre.
②Pêvekê ber bi arasteya "+" ve bizivirînin, 12 şemitokên di hundurê plakê de dê ber bi derve ve berfireh bibin, da ku pîvana çerxê zêde bikin, û mîqdara xwarina darê zêde bikin.Berevajî vê, bizivire "-", dê mîqdara xwarina yarn kêm bibe.Dema ku dizivirin, paralel bimînin, wekî din, dibe ku slider ji hêlînê dakevin.
③ Rêjeya pîvana pêlava aluminiumê ya ku rijand dê bibe: 70-202 mm
④Piştî ku plakaya rast kirin, gûzê dora xwe vegerînin.
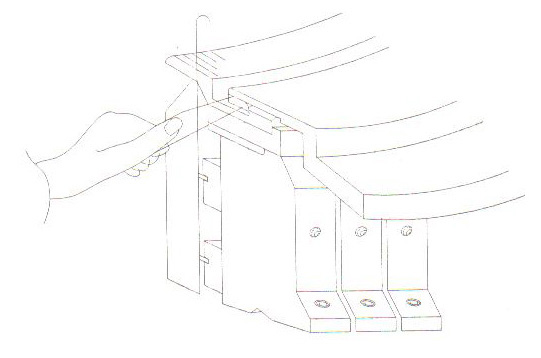
(2) Veguheztina tansiyonê ya kembera veguheztina xwarina yarnê
Ger kember pir sist be, dê cîhaza hilanînê ya yarnê biqelişe û raweste, û dê bandorê li xwarina rahîn bike.Ji ber vê yekê berî ku dest pê bikin, veguheztina xwarina yarnê çêtirîn wekî jêrîn rast bikin:
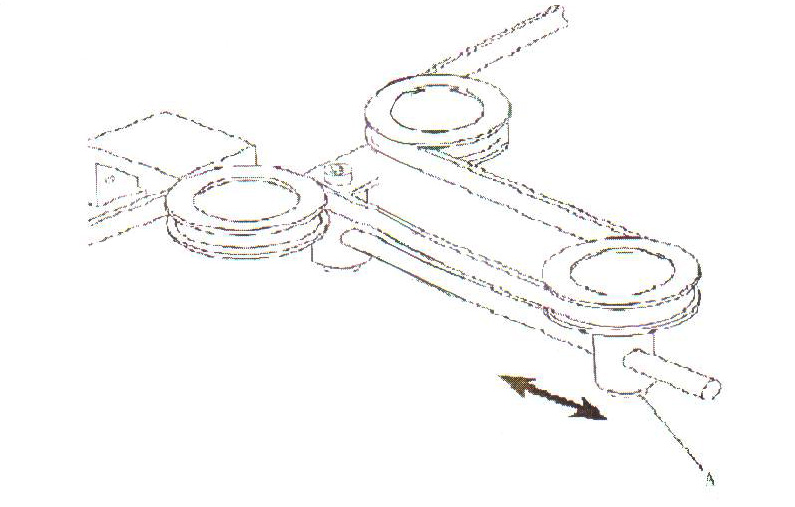
①pişka A vekin
②Tekera gerokê li kêleka sliderê ber bi derve ve bikişîne, pê ewle bin ku stresa kemberê ya li ser cîhaza hilanîna yarnê yek e.
③ pêça A
1.kontrolkirina rûnê rûnê
Rûnkirina her parçeyek pergala veguheztinê û pergala rijandina cilê binihêrin, heke ne normal hebe, bi wextê rûnê rûnê lê zêde bikin.
Beşa çaran
Pirsgirêkên Normal ên Di Dema Knitting
Qûl
·Serek ji ber rîsên hişk pêk tê
·Ji ber qalîteya xerab an jî pir hişkbûyî ye
·Pozîsyona çewt a devê xwarinê ya yarn
· Tengasiya yarn pir mezin e an jî tansiyona kulîlk pir mezin e
·Destiya kulikê pir zêde ye
·Çerxa xiftanê pir dirêj e, qumaşê jî pir zirav e
Derziya wenda
·Pozîsyona çewt a devê xwarinê ya yarn
· Tengasiya yarnê pir hindik e
·Çirka xiftanê pir dirêj e
·Pirt di qulika devê xwarina nerast de
·Devê xwarina yarnê rûvî pir bilind e
fenomena Tuck
· Tengasiya kelandî pir piçûk e
·Tirbûna qumaşê pir zêde ye
·Zimanê derziyê xera bûye
Zirara zimanê derzî
·Cihê devê xwarinê pir bilind e, pir li pêş an jî pir paş e, bala xwe bidin ka xêzik ketiye devê xwarinê.
Lihevketina derzî
· Kêmbûna rûn an jî bikaranîna nebaş
·Qalîteya yarnê pir pore ye an jî kelmêş ji bo pîvanê neguncayî ye
·Lezbûn pir zêde ye an jî dendika qumaşê pir zêde ye
· Ji ber dembê derziyê şikestî, dial derziyê an camêrê
· Orjînalên xiftanê ne sivik in, ne paqij in
·Balahiya di navbera telafûz û tembûrê de xelet bû
Stripes
·Serastkirina nelirêtî ya tansiyona yarn rûerdê
·Qalîteya yarn cuda ye
· Veguheztina pozîsyona nebaş a çerxa hirî ya zextê
· Veguhastina nelirêtî ya tansiyona darê jêrîn
Bar
·Kêr ne tûj e
· Di kêrê de toz pir zêde ye, çengê kêrê jî teng e
·Kêbûna rûn, mîqdara rûnê pir hindik e
Beşa pêncan
Lênerrînî
Leza bilind û rastbûna bilind a makîneya kincê nûjen hewceyê daxwazek mezin a lênêrînê ye, ji ber vê yekê, pargîdaniya me bi ciddî hin awayên lênihêrînê yên xebata rojane kurt kir, hêvîdar e ku xerîdar dikarin pêşniyaran bişopînin, da ku makîneyê di rewşa çêtirîn de bixebite
Bikaranîna destpêkê û parastina makîneyê
1. Dema ku makîneyê sazkirinê qedand û dest bi hilberînê kir, lez nikare pir zû be, di hefteya yekem de 20 demjimêran rojê), lezê di nav 10r / min de bimîne.piştî hefteyek, hêdî hêdî lezê li ser normalê rast bikin
2.Meha yekem girêdayî serdema xebitandinê ye, mehek şûnda, rûnê makîneyê di graila makîneyê de biguhezînin, û her sê mehan carekê diguhezin
3. Rûnê makîneyê 1/2-2/3 ji asta rûnê rûnê bihêlin, dema ku rûn kêm be, di wextê xwe de peyda bikin, da ku zirarê nede plakaya cilê û bibe sedema girtina makîneyê
Lênêrîna rojane
1. Her guheztinê toza pêvekirî li ser çîçek û rûbera makîneyê paqij bikin, da ku beşa kincê û amûra tevlêkirinê paqij bimîne.
2.Alava rawestandina otomatîkî û cîhaza ewlehiyê her guheztinê kontrol bikin, heke ne normal hebe, tamîr bikin an tavilê biguhezînin.
3. Her guheztinek amûra xwarina yarnê kontrol bikin, heke ne normal hebe, wê tavilê sererast bikin
4.Neynika rûnê makîneyê û lûleya asta rûnê ya tankerê kontrol bikin
Lênêrîna heftane
1. Pelqa aluminiumê Speed ya ku tîrêjê dixwe paqij bike, û stoka tozê ya di plakê de paqij bike
2. Kontrol bikin ka tansiyona kemberê ya veguheztinê normal e, û veguheztin domdar e
3.Zevirandina makîneya gerandina cilê kontrol bikin
Lênêrîna mehane
1.Rakirina hemû cambox, ji bo paqijkirina tozê
2.Fansê rakirina tozê paqij bikin û kontrol bikin ka rêça bayê rast e.
3.Clean toza hemû alavên elektrîkê
4. Performansa hemî kelûmelên elektrîkê, di nav de pergala rawestandina otomatîkî, pergala alarma ewlehiyê, pergala kontrolkirinê, vekolînin)
Lênêrîna nîvsalane
1.Hemû derziyê û derziyê paqij bikin, hemî derziyan kontrol bikin, heke zirarek hebe, tavilê biguhezînin
2.Makîneya spraya rûnê paqij bikin û kontrol bikin ka rûn bê asteng e
3.Aparata hilanîna yarn paqij bikin û kontrol bikin
4.Toz û rûnê pergala motor û veguheztinê paqij bikin
5.Kontrol bikin ka berhevkirina rûnê çopê bê asteng e
Lênêrîna salane
1.Pêkhateyên xiftanê dilê makîneya kincê ne, ew rasterast piştrastkirina qalîteya qumaşê ye, o, bi rastî girîng e ku meriv hêmanên kincê biparêze
2.Xala derziyê paqij bikin, ji bo ku xwelîyê nekeve nav qumaşê knit.rêbaz: yarn bi qalîteya nizm an yarn çopê biguhezînin, makîneyê bi leza bilind vekin, û mîqdarek mezin a rûnê di nav silînderê de derzînin, Di dema barkirina sotemeniyê de bixebitin, heya ku rûnê bermayî bi tevahî ji hêlînê derkeve.
3. Kontrol bikin ka derziyek zirarê heye yan na, ger erê, tavilê wê biguhezînin;heke kalîteya qumaşê pir xirab be, divê bifikirin ka hemî nûvekirin an na.
4. Kontrol bikin ka hêlîna silindirê heman dûr e (an jî kontrol bikin ka rûbera qumaşê xêz hene), gelo dîwarê qumaşê teng e.
5.Rewşa cilê ya kamerayan binihêrin, û kontrol bikin ka pozîsyona sazkirinê rast e, û pêçan hişk in
6.Her pozîsyona devê xwarinê ya yarn kontrol bikin û rast bikin, heke zirarek hebe, tavilê biguhezînin.
7. Cihê sazkirinê ya her camêra tengkirinê kontrol bikin, da ku pê ewle bibin ku dirêjahiya her qumaşê yek e
Riya rûnê, rûn û rûnê
1.Rêya rûnê û rûnê rûnê
(1) Her roj makîneya dial û qumaşê binihêrin, heke rûn ji 2/3 kêmtir be, rûn lê zêde bikin.Rûnê makîneyê N10#-N32# bikar bînin.Dema ku nîv sal lênihêrîn, heke toza rûnê hebe, tavilê biguhezînin.
(2) Her mehê amûra bingehîn a silindirê kontrol bikin, rûnê lê zêde bikin, rûnê rûnê rûnê lîtium No.3 bikar bînin
(3)Gava ku her nîv salekê diparêzin, her hirçê veguheztinê kontrol bikin, rûn lê zêde bikin, rûnê rûnê rûnê lîtium No.3 bikar bînin.
(4) Pêdivî ye ku hemî rûnkirina hêmanên tevnhevkirinê rûnê birêkûpêk (tevî rûnê makîneya derzîlêdanê) bikar bînin, wek mînak rûnê makîneya kincê bi leza bilind a Englandngilîztan waker.
2.Lubricasyon
Tîpa rûnê û dema rûnê ya her pêkhateyê baş zanibin, da ku pê ewle bin ku hemî makîne di dema destnîşankirî de bi rûnê mîhengkirî û doseya sazkirî re were rûn kirin.
Downtime û ramanên mohrkirî
Pêdivî ye ku lênêrîn û lênihêrîna makîneyê li gorî prosedurên lênihêrînê yên nîv salê were meşandin, pêşî rûnê rûnê li perçeyên xêzkirinê zêde bikin, dûv re rûnê rûnê rûnê li ser derziya tevnê têxin hev, di dawiyê de makîneyê bi tîrêjê ku di rûnê derziyê de hatî avdan û di zuwa û paqij de hate girtin. cîh.
Depokirina alavên makîneyê û parçeyên yedek
Ji bo beşa gelemperî-bikaranîn û zû-cilê, rezerva normal garantiyek girîng a domdariya hilberînê ye.Pêdivî ye ku hawîrdora hilanînê sar, hişk û di germahiyê de cûdahiyek hindik be, kontrolkirina birêkûpêk jî hewce ye.
Rêbaza hilanînê wiha ye:
1.Depokirina derziyê cylinder û dial derziyê
Pêşî derziya silindirê paqij bikin, û dûv re jî bixin nav qutiya darîn a ku xistibû nav rûnê makîneyê û bi qumaşê rûn ve, da ku ji gemar û deformasyonê dûr nekevin.Dema ku hûn bikar bînin hewaya pêçandî bikar bînin da ku rûnê makîneyê di hundurê derziya silindrê de derxînin, dûv re rûnê derziyê lê zêde bikin.
2.Depokirina camêran
Kameran dabeş bikin û bixin depoya ku di qutîkê de depo hebû û rûnê antirust lê zêde bikin da ku ji rustê nekevin.
3.Depokirina derziya kincê
(1) Divê derziya kincê ya nû di qutiya pakkirinê ya orîjînal de were danîn, û mohrê jê neke.
(2) Divê derziya kincê ya kevn paqij be, kontrol bike, zirarê bibîne, wan dabeş bike û bi rûnê derziyê ve were hilanîn da ku ji zirav nemîne.
Maintenance parçeyên elektrîkê
1.Giringiya parastinê
Di çerxa makîneya kincê de hêmanek elektronîkî ya rast--veguhezker heye.Di sepanên pratîkî de, ji ber germahiya derdorê, şilbûn, lerzîn, toz, gazên gemarî û faktorên din ên hawîrdorê, pêbawerî û jiyana karûbarê guhêrbar dê bi xirabî bandor bibe.Ger bi rêkûpêk were domandin, ne tenê ji bo pêbaweriyê lê di heman demê de dirêjkirina jiyana karûbarê jî dirêj dike, û dê windahiyên hilberînê yên ku ji ber têkçûna carinan kêm dibin kêm bike.Ji ber vê yekê, lênihêrîna birêkûpêk a dorhêl û dorhêlên dorhêl hewce ye.
2.Kontrola înverter û çerxên derdor
Ji bo veguhezkerek xebitandinê û çerxên kontrolê, bi gelemperî divê kontrolên jêrîn bikin:
(1) Germahiya hawîrdorê: Bi gelemperî normal - 10 ℃ ~ + 40 ℃, li 25 ℃ an jî wusa.
(2) Voltaja têketina inverterê: Rêjeya normal 380V±10%.
(3) Paqijkirina birêkûpêk firînê, toza di qutiya kontrolê de ji bo paqijkirina hundurê qutiya elektrîkê, pêşniyar kir ku piştî guheztina guheztinê rojê carekê were paqij kirin.
(4) Petrol dê têlên pîrbûnê bilez bike, heke qutiya elektrîkê ya hundur bi xeletî têkeve rûnê, ji kerema xwe di wextê de paqij bike.
(5) Bi rêkûpêk fanera derzê ya qutiya elektrîkê kontrol bikin, heke zirarê bibe, ji kerema xwe di wextê de were guheztin, da ku pê ewle bibin ku germahiya hundurê qutiya elektrîkê ne pir zêde ye.
3.Kontrola birêkûpêk
Dema nûvekirina alavên salane bikar bînin, û bala çavdêriyê li ser bîta hundurîn a inverterê bikin.
(1) Dema ku lênêrîna birêkûpêk dikin, divê berî xebitandinê enerjiyê qut bikin heya ku nîşana hêza otobusê ya DC ya guhêrbar qut nebe, bi gelemperî ji yek hûrdemî zêdetir (kapasîteya guhêrbar mezintir, dema benda dirêjtir), û dûv re pêk bînin operasyonê.
(2) Qapaxa derve ya guhêrbar hilweşînin, panela guhêrbar û modulên IGBT yên hundurîn, termînalên ketin û derketinê û beşên din vala bikin.Qumaşê pembûyê bi hin paqijkerên taybetî re bikar bînin da ku cîhên qirêj ên li ser panelê paqij bikin.
(3) Insulasyona têla sernavê ya hundurîn a înverterê kontrol bikin ka ka korozyon an şopên şikestî hene, gava ku were dîtin divê tavilê were derman kirin an were guheztin.
(4) Ji ber lerzîn, guheztinên germahiyê û bandorên din, hin yekîneyên girêkdanê yên guhêrbar, mîna kulm, her gav maqûl dibin, pêdivî ye ku hemî pêlikê dîsa hişk bikin.
(5) Kontrol bikin û bibînin ka reaktorên ketin û derketinê, transformator, hwd zêde germ dibin, rijandin, insulasyona xelet, reng diguhezin û şewitîn an bêhn hene.
(6) Kontrol bikin ka kapasîteya kondensatorê elektrolîtîk parzûna dorhêla navîn a DC û performansa barkirin-dakêşandinê baş e, gelo di xuyangê de şikestin, rijandin, werimandin, hwd., jiyana karûbarê kapasîteya fîlterê 5 sal e, heyama muayeneya herî dirêj salek e , û piştî pênc salan ji kerema xwe wê veguherîne.
(7) Kontrol bikin ka operasyona fanera sarkirinê di rewşek baş de ye, ger dengek nenormal bibîne, divê vibrasyona nenormal tavilê were guheztin.Wekî din, guhêrbar dê pir germ bibe, û bandorê li jiyana xebitandina înverter bike.Dewreya guheztina fan bi gelemperî 2-3 sal e.
(8)Berxwedana însulasyonê ya guhêrbar binihêrin ka gelo di rêza normal de ye (Hemû termînalan û termînala erdê), Hişyar bikin ku hûn nikanin megameterê bikar bînin da ku panelê bipîvin, wekî din ew ê zirarê bide pêkhateyên elektronîkî yên panelê.
(9) Kabloya termînala guhezbar R, S, T bi dawiya hêzê veqetînin, kabloya termînala guhezbar a U, V, W bi dawiya motorê veqetînin, îzolasyonê di navbera her gerîdeya qonaxê ya kabloyê de bipîvin û bi megameterê re parastina erdê hewcedariyê pêk tîne, di normalê de divê ji 1MΩ mezin be.
(10) Berî ku guhêrbar bikeve nav xebatê ku lênêrîn qediya, divê guhêrbar bi motorê barkirina bêkar bike û çend hûrdeman ceribandinê bike, rêgeza zivirîna motorê piştrast bike.
Dema şandinê: Avrêl-20-2022